通过陶瓷零件的短交货期试制,为缩短开发周期做出贡献
京瓷拥有基于陶瓷积层造型的3D打印成型能力。可以利用精密陶瓷中被广泛使用的“氧化铝”和“氧化锆”这两种材料进行试制。该制法擅长三维复杂形状陶瓷制品的成型,适用于以形状验证和功能评价等为目的的陶瓷样品的制作。
*【目前只能对应小批量试做。关于量产,根据结构形状,将推荐其他成型工艺(包括,注射成形等)】
特长
- 由于可以通过输入3D CAD数据来成型,所以不需要制作模具,可以满足短交期(通常为3 ~ 6周)。
- 可以有效地成形改变尺寸、形状条件的多个模型的试制品※与使用模具的制作方法相比较
- 可以对复杂形状的产品进行成型、烧制后的追加加工
※需要留意的地方
只对应试制和少量生产。关于量产,提案其他的制作方法。(注射成形等)
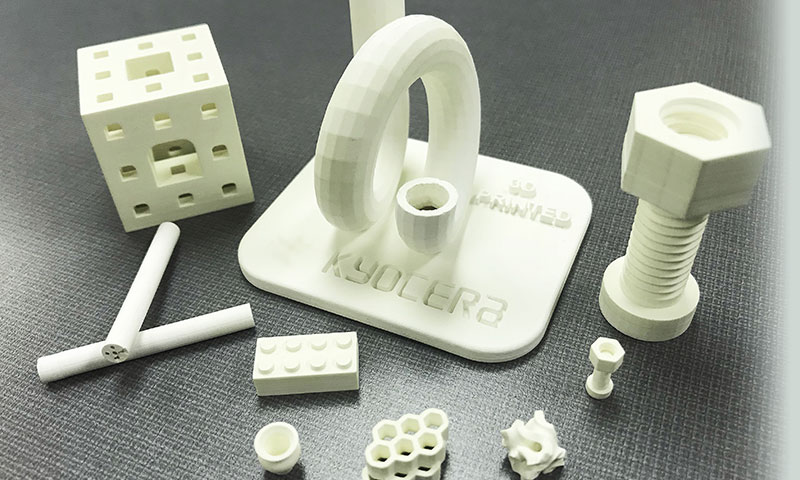
形状示例
If you can imagine it, we can print it!

设计复杂的表面形状 / 内部空间 / 弯曲管等
浮雕文字序列号 / 图形 / 标志 / 名称等等
规格
- 材料氧化铝、氧化锆
- 最大尺寸200 x 105 x 40 mm
- 误差±1% (小于10mm时:±0.1mm)
- 厚度0.25 ~ 10mm
材料特性
用于批量生产的代表性材料和3D打印机成型用材料的比较。
| 材质 | 氧化锆 | 氧化锆 (3D打印 成形用材料) |
氧化铝 | 氧化铝 (3D打印 成形用材料) |
|||
|---|---|---|---|---|---|---|---|
| 材质编号 | ZO201N | XZO201D | AO480S | XAO481A | |||
| 密度 | g/cm3 | 6.0 | 6.0 | 3.9 | 3.9 | ||
| 吸水率 | % | 0 | 0 | 0 | 0 | ||
| 机械性能 | 维氏硬度 HV9.807N | GPa | 12.3 | 12.3 | 17.2 | 16.2 | |
| 3点弯曲强度 | MPa | 1,000 | 1,000 | 480 | 460 | ||
| 杨氏模量 | GPa | 200 | 215 | 380 | 387 | ||
| 泊松比 | - | 0.31 | 0.31 | 0.23 | 0.23 | ||
| 断裂韧性 (SEPB) | MPa・m1/2 | 6.0 | 4.5 | 4.3 | 3.4 | ||
| 热性能 | 平均线膨胀系数 | 40~400℃ | x10-6/K | 10.5 | 10.0 | 7.2 | 7.1 |
| 40~800℃ | 11.0 | 11.0 | 8.0 | 8.0 | |||
| 导热率 | 20℃ | W/(m・K) | 3 | 3 | 32 | 32 | |
| 比热容量 | J/(g・K) | 0.46 | 0.46 | 0.79 | 0.78 | ||
| 耐热冲击温度差 (相対法、水中投下) | ℃ | 300 | 150 | 180 | 150 | ||
| 电气性能 | 绝缘破坏强度 | kV/mm | 11 | 11 | 15 | 17 | |
| 绝缘破抵抗率 | 20℃ | Ω・cm | 1.0E+13 | 1.5E+12 | >1.0E+14 | 1.0E+14 | |
| 300℃ | 1.0E+06 | 8.3E+06 | 1.0E+13 | 2.5E+13 | |||
| 500℃ | 1.0E+03 | 8.8E+06 | 1.0E+10 | 5.8E+10 | |||
| 介电常数比 (1MHz) | - | 33.0 | 33.7 | 9.9 | 9.9 | ||
| 介电正接 (1MHz) | (x10-4) | 16 | 17 | 1 | <1 | ||
※以上数值是根据测试件的测定的参考值。特性值根据产品的形状和使用条件有不同的情况。
从试制品讨论到量产的流程
- 原型设计(3D - cad数据)
※如果有Solidworks 3D CAD文件请提供 - 样品制作 <3D打印成型>
- 试制品评价:设计、功能
- 量产模型设计
- 批量生产 <注入成形等批量生产工艺>
本页记载的数值全部是公司内部测定的代表值,不是产品规格的保证值。