
可实现复杂形状,同时大幅减少原材料损失的新提案
这是一种新的成型方法,通过将浆状原料倒入模具中,随产品形状固化并成型,从而实现近净形状,扩大了陶瓷的可能性。其特性与使用CIP成型制造的产品相同或更好。
特长
- 可成型不规则形状产品及复杂形状产品传统切割和磨削工艺无法实现的形状
- 近净形成型大幅减少原材料损失且无需加工 <与CIP成型相比较>
- 可对应小批量供货通过使用廉价模具降低初期成本<与注射成型和冲压成型相比较>
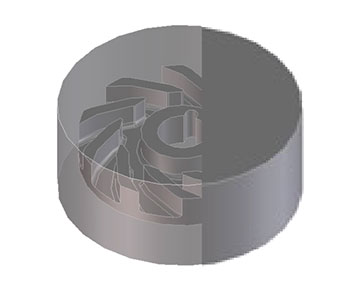
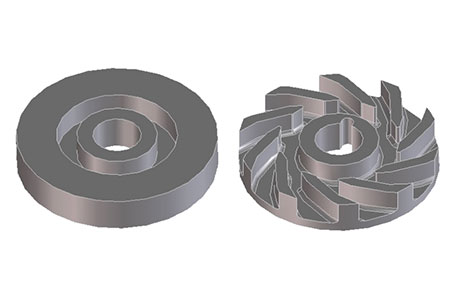
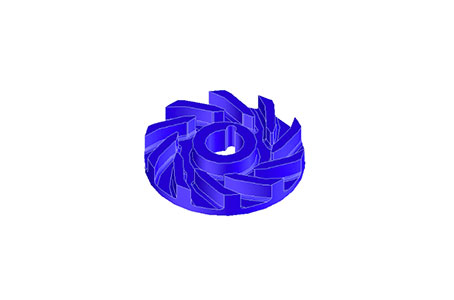
形状示例


材料:氧化锆(ZO206N) 尺寸:Φ50 mm


材料:氮化硅(SN240O) 尺寸:Φ50 mm
※关于可对应的尺寸,请咨询我们。
制造工序
以往的工序
CIP成形
+切削加工
原料混合

成型

切削

烧制

精加工
造粒
圆柱状的块状成型
削成形状
烧制后,精加工
新工序
F-Molding
原料混合
成型

烧制
精加工
浆料制造
开模

成形成接近成品的形状
- 没有切削工序

- ・削减原料损耗
・缩短加工时间
烧制后,精加工
材料阵容
| 材质 材质编号 |
氧化锆 | 堇青石 | 氮化硅 | ||||
|---|---|---|---|---|---|---|---|
| ZO206N | CO220O | CO720O | SN240O | ||||
| 呈色 | - | 白色 | 灰色 | 灰色 | 黒色 | ||
| 密度 | g/cm3 | 6.0 | 2.50 | 2.54 | 3.3 | ||
| 机械性能 | 维氏硬度 HV9.807N | GPa | 12.0 | 8.0 | 8.5 | 14.0 | |
| 3点弯曲强度 | MPa | 1,100 | 190 | 200 | 1,020 | ||
| 杨氏模量 | GPa | 210 | 140 | 145 | 300 | ||
| 泊松比 | - | 0.32 | 0.31 | 0.31 | 0.28 | ||
| 破坏韧性(SEP8) | MPa・m1/2 | 6 | 1-1.5 | 1-1.5 | 7 | ||
| 热性能 | 平均 线膨胀率 |
40-400℃ | × 10-6/K | 10.4 | (※) 1.5 | (※) 1.5 | 2.8 |
| 40-800℃ | 10.8 | (※) 2.1 | (※) 2.1 | 3.3 | |||
| 导热率 | 20℃ | W/ (m・K) | 3 | 4 | 4 | 27 | |
| 比热容量 | J/ (g・K) | 0.44 | 0.71 | 0.74 | 0.65 | ||
| 耐热冲击温度差 (比较方法:水中投下) |
℃ | 300 | 450 | 400 | 800 | ||
※<|0.05|(23℃)、<|0.02|(22℃)
表中未记载的陶瓷材料也在开发中,是否适用请咨询
本页记载的数值全部是公司内部测定的代表值,不是产品规格的保证值。