
从减法到加法的构思转换,扩大设计自由度
是将精密陶瓷的成型体(绿色)2个以上重叠,烧结使之一体化的技术。因为结合界面被烧制,所以能得到致密的结合界面,结合强度也具有与块体相同的特性。
特长
- 实现加工困难的形状通过结合实现在传统工法中工具无法到达而加工困难的形状。
- 高设计自由度通过结合(加法)而非去除加工(减法)扩大设计自由度
- 结合界面的一体化无强度降低和导热性损失、致密可靠的结合技术
制造工序
对烧制前的成形体进行切削加工,将涂有结合材料的表面合在一起,一边施加负荷一边烧制,从而结合。之后进行磨削加工完成形状。
-
绿色加工(切削加工)
成形体 成形体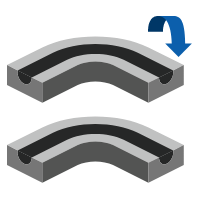
-
结合剂涂布
结合剂涂布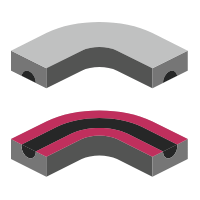
-
结合面对齐
载荷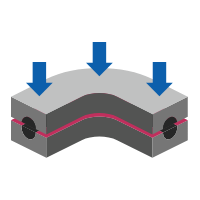
-
烧制磨削
- 粘合剂调和
制造案例
即使是从外部使用工具很难磨削的复杂的内部形状,也可以制造。另外,以前从陶瓷块体中大幅切削成形的突起形状等,也可以通过结合成形,防止原料损失,缩短时间。
形状示例
-
转子

Φ160 x 95t (mm)
-
空心流线件

Φ100 x 20t (mm)※内部构造确认用的切割样品。
-
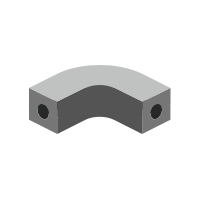
弯曲管

Φ200 x 200 x 30t (mm)
-
桌子

60 x 40t (mm)
结合界面的一体化
SEM图像
(x500)
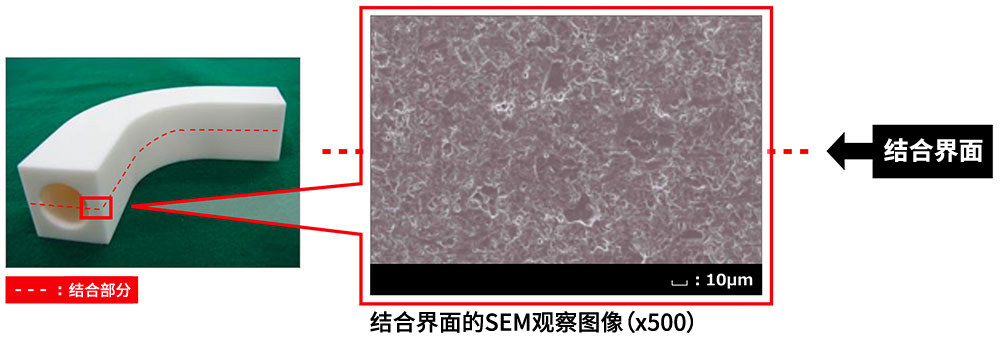
结合界面部的陶瓷也成为致密的状态。
材料阵容
| 氧化铝 | 堇青石 | 碳化硅 | ||||
|---|---|---|---|---|---|---|
| AO479M | CO220O | SC120O | ||||
| 呈色 | - | 象牙色 | 灰色 | 黒色 | ||
| 密度 | g/cm3 | 3.9 | 2.5 | 3.15 | ||
| 机械的性能 | 维氏硬度 HV9.807N | GPa | 15.7 | 8.0 | 23.0 | |
| 3点弯曲强度 | MPa | 370 | 190 | 500 | ||
| 杨氏模量 | GPa | 370 | 140 | 430 | ||
| 泊松比 | - | 0.23 | 0.31 | 0.16 | ||
| 热性能 | 平均线膨胀系数 | 40-400℃ | × 10-6/K | 7.2 | (※) 1.5 | 3.7 |
| 40-800℃ | 8.0 | (※) 2.1 | 4.4 | |||
| 导热率 | 20℃ | W/ (m・K) | 32 | 4 | 190 | |
| 比热容量 | J/ (g・K) | 0.78 | 0.71 | 0.67 | ||
(※) <|0.05|(23℃)、<|0.02|(22℃)
堇青石,碳化硅进入开发阶段。详情请咨询。
本页记载的数值全部是公司内部测定的代表值,不是产品规格的保证值。